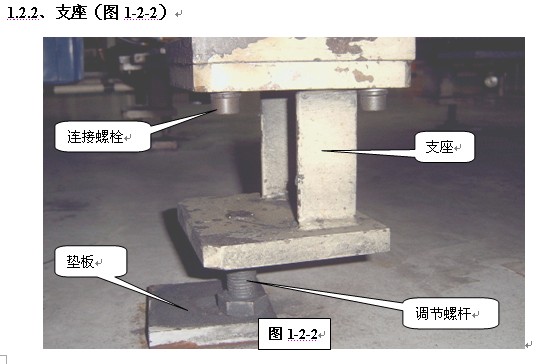
a����;
����֧�żо�̨�塢�о߸߶ȵ��ںͰ���ˮƽ������ʹ�о߰����ղ���Ҫ���ð��š�
b����װҪ��
������˨���̿ɿ��������ݸ�Ӧ�е��֧�ţ��о߶��õ�������Ҫ���Ҫ�������ݸ���ĸš�������Ǵ��ͼо����оߵ��Ӧ�ͻ���Ԥ����ɿ����ӣ����ӣ���
c��ʹ�ñ���
���ڼ��š��������˨���ݸ�������ĸ�����ڼ�����̨���ˮƽ�ȡ�
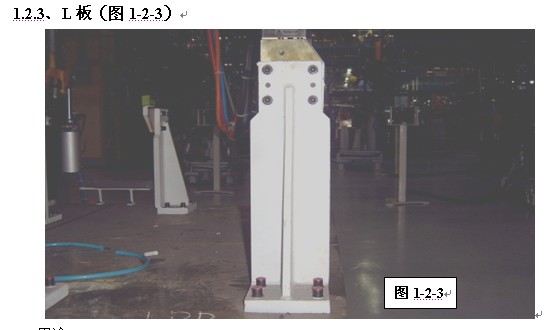
a����;
���ڰ�װ�о��Ϳ飨S��Ԫ����������������н�����������װ�õȼо������
b����װҪ��
���ø�ǿ��˨��̨�����ӣ����䶨λ����λ��ͬ�о����������ҲӦ���ø�ǿ��˨���ӣ����䶨λ����λ��
c��ʹ�ñ���
���ڼ��š��������˨������üǺű�����ǣ������ڼ�鶨λ���з��ɶ������䡣
1.2.4�����棨S���Ϳ�ͼ1-2-4��
a����;
�����֧������ȷ��λ���ϣ���֧�żон������ļн�����
b����װҪ��
�����Ϳ���ø�ǿ��˨��װ��L�壨�����Ӱ壩�ϣ����ö�λ����λ������Ӧ�������ʴ�����Ӳ����HRC48���ϣ�һ����ڻ���˲�Լ10mm���IJ�λͿ��ɫ��ǣ�����Ӧ����ģ��������������Dz�������
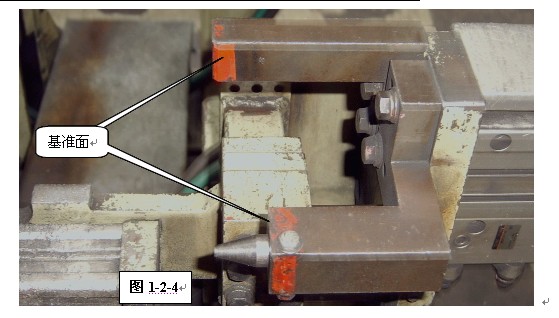
c��ʹ�ñ���
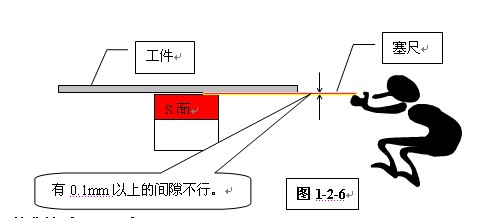
���ڼ��š��������˨������üǺű�����ǣ������ڼ�鶨λ���з��ɶ������䣻���ֱ�����࣬�������ˡ����˺ۼ����������︽�ţ���ͼ1-2-5�����н�״���º�����ļ�϶��0.1mm��������� ��ͼ1-2-6����
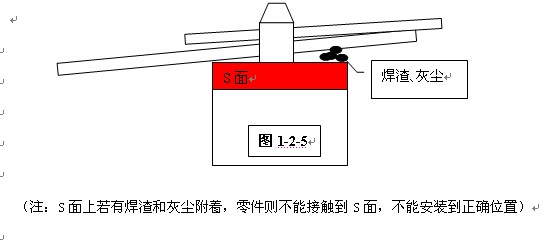
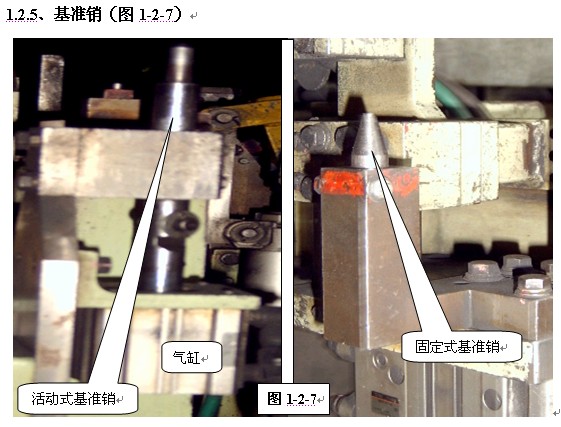
a����;
�������װ����ȷ��λ���ϣ����ֺ�������λ����һ���ԣ���֤��Ʒ���Ӿ��ȵ�һ���Ժ��ȶ��ԡ�
b����װҪ��
��λ��һ���Ϊ�̶�ʽ�ͻʽ���ࡣ�̶�ʽ��װʱһ�����ݶ����������䲻�ܻ�������ҵʱ�������������Է��㹤��װж��һ��������ף������������ƼУ��ֶ�������������װʱ����ڶ���Ӧ��0.2mm�����Ĺ����κ͵���εı���Ӳ�Ⱥʹֲڶȣ�Ӧ�ֱ���HRC52��0.16���ϣ���������Ӧ����ʯīͭ���ף��Լ�������ĥ��ͷ���ά�ޱ�����
c��ʹ�ñ���
�ٻ������棬�������˺ۼ����������︽�š�
�ڻ������Ӧ�����á�
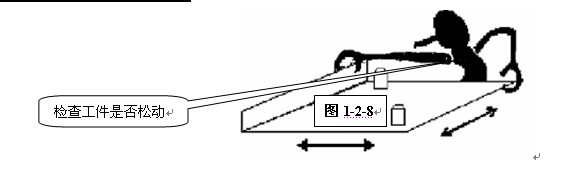
�۶Զ�λ����ĥ��״����װ��״�������ճ����Ͷ��ڼ�飨��ͼ1-2-8��ʾ��װ�Ϲ������ڼгֻ���û�ме�״̬�£����ְ嶯һ�¹��������ܻ��Ӧ��һ�����ȷ��������Ŀ����
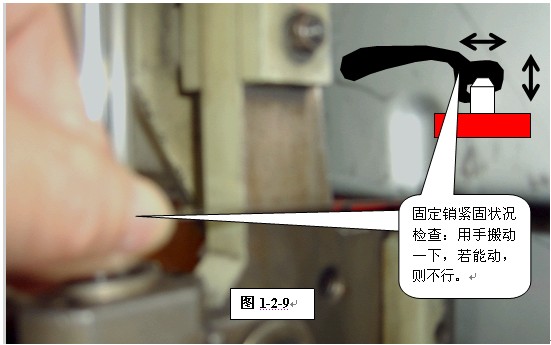
���̶�������״����ͼ1-2-9�������ִ����ľ��������ᶯ�����ܻ��������ת����γ��������С�
������������ĥ��״����ͼ1-2-10������ĥ���ޣ��麸��λ������ĥ��0.2mm������0.1mm������λ������ĥ��0.5mm������0.25mm�����������������ޣ�Ӧ��ʱ����������

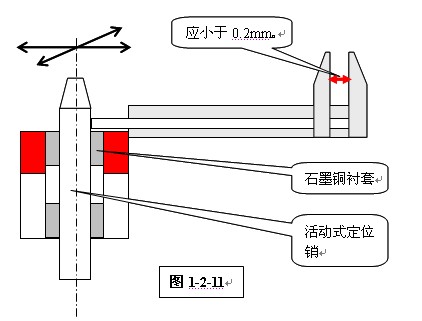
���ʽ���������ĥ��״����ͼ1-2-11��������ڹ����������״̬�£��ر���Դ���Ӿ��������������ƶ����ӣ����α꿨�߲����ڶ���������ֵӦ��0.2mm������Ӧ��һ��������ͳ���ĥ��״�����������߸�����
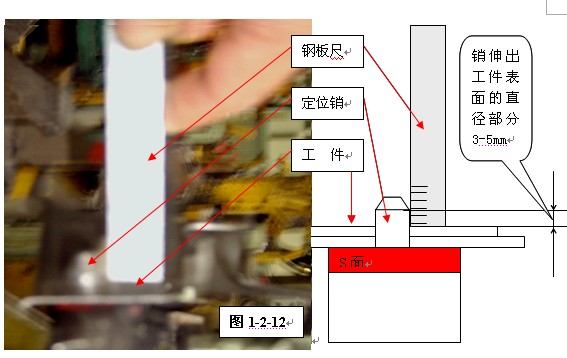
������鶨λ������Ч���ȣ�ͼ1-2-12�����øְ�ߴӰ�װ�õĹ����ϱ����������������������ֱ�����ֱ�����3-5mm֮�䣬�����÷�ΧӦ���е��������������
a����;
�н�������U�Ϳ顢�н��ۡ������ּС��ȣ�-���ڽ������εĹ�������С������Ĵ�Ӽ�϶���������н��̶�����ȷ��λ���ϣ����棩�����⺸����ҵʱ������λ����Σ�ȷ���������Ӿ��ȵ��ȶ��ԡ�
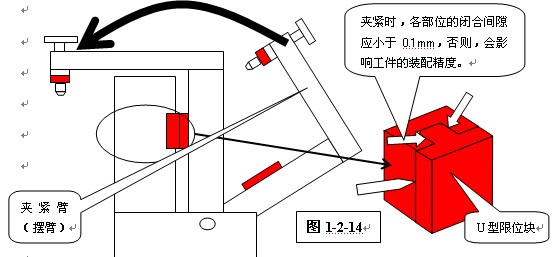
�١�U����λ�飨ͼ1-2-14����ʹ�он��ۣ�����л�����S��İڱۣ����ڼн�����ʱ���ȶ��ԣ�������ڶ�����ȷ����λ��н���λ��ȷ�ԡ�
�ڡ��н��ۣ�ͨ���ܸ˻������˵����ã������ף����ּУ�������ת��Ϊ�н��ۣ���ڱۣ��ļн����� ʵ�֡��������εĹ�������С������Ĵ�Ӽ�϶���������н��̶�����ȷ��λ���ϣ����棩�����⺸����ҵʱ������λ������Ŀ�ꡣ
�ۡ����ף����ּУ���ͨ�����ף����ּУ��������˶���ʵ�ּоߵļн����ɿ���
b����װҪ��
U����λ�鸶����������İ�װ��U�Ͳ۲���Ͱ�װ��λ�����϶��0.05mm���ø�ǿ��������˨�ɿ����̣����������ʱ���ܲ�����ײ�����������죩��ֹ�����϶��0.1mm�������ƶ��н��ۣ���ڱۣ�����������д������н��ۣ���ڱۣ�Ӧ���㹻��ǿ�ȣ��н�״���²��ܲ����������Σ����ף����ּУ��ļн�������ѹ�������������巧�������˨��Ӧ�������ʣ��о߶���Ӧ��ͣ�û���������죬�����н���λ���ܲ�������ѹ�ۻ���Σ��н������¹������ֲ��ܰᶯ���н������ֲ��ܻζ���ע��U����λ�鸶��ϼ�϶�����ߣ��棩��顣
c��ʹ�ñ���
�١�U����λ�飨һ�㶼Ϳ�к�ɫ��ǣ������Ӧ���̿ɿ����ɶ���ֹ�����������ҳ����ţ��н�״���£������ƶ��н��ۣ���ڱۣ������������Դ��������д����������һ����飨�����ߣ�ֹ��������ϼ�϶������϶��0.1mm��Ӧ����������������
�ڡ���ҵ�����У�Ҫ�������⺸ǹ�������ͼо߲�����ײ��������ɼб۱��Σ����⺸ǹֱ�ӽӴ��о��������������������˼о��������ͷ���治���к������ţ��н��۸���λ��������˨Ӧ���̿ɿ������������λӦ�����ã��ճ����Ӧ�Լн��۵ļн�״�����м�飨ͼ1-2-15�����н�״���£����ִ����¡����ҷ���ᶯ�бۣ��������ɶ�������Ӧ��һ�����н����������������״������ȷ���о߹����Ŀɿ��ԡ�
�ۡ������ϵ�������ĸ�������ɶ����������ײ�����©�������������������в�����в���λ�����������ϵĽ����������巧������ĸӦ���̿ɿ���
�ּ�����ƣ���ɶ���Ӱ��н�״�����ճ��������ʱ������Ӧ�ĵ����������ּв���ʱ�ָ��С����㡱�����ĸо����н�״���£������ְ����ɶ����н��۲������ֻζ�������
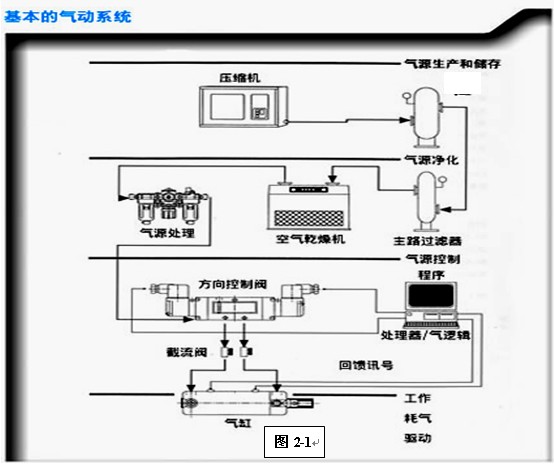
2�������о�������ϵͳ��ͼ2-1��